How Toyota automated the delivery of parts and subassemblies
Automatic tuggers and carts are moving materials once handled by conventional industrial trucks.
Latest Logistics News
LM Podcast Series: Assessing the freight transportation and logistics markets with Tom Nightingale, AFS Logistics Investor expectations continue to influence supply chain decision-making Under-21 driver pilot program a bust with fleets as FMCSA seeks changes Diesel back over $4 a gallon; Mideast tensions, other worries cited Four U.S. railroads file challenges against FRA’s two-person crew mandate, says report More NewsToyota Motor Manufacturing, Kentucky; Georgetown, Ky.
Size: 7.5 million square feet, including 1 million square feet using AGVs
Products: Camry, Avalon and Venza models; AGVs handle raw materials, subassembly components and in-process subassemblies
Throughput: 500,000 vehicles and engines per year; AGV system transports more than 1.8 million parts per year
Employees: 6,600 total
Shifts per day/days per week: 2 shifts per day, 5 days per week plus overtime as required
The system at Toyota Motor Manufacturing, Kentucky’s, or TMMK, manufacturing plant brings together automatic guided tuggers (AGT) and automatic guided carts (AGC) to create a lean and efficient subassembly production system. (Read about how and why TMMK improved production processes.)
The tuggers are used to deliver raw metal components and stamping parts to robot processes. The resulting subassemblies are then delivered by the carts to the production line.
In all, there are 22 automatic tuggers and 79 automatic guided carts to handle a variety of subassemblies. The plant also has four conveyor-top AGVs to move shell body parts in a separate process.
Regardless of type, the automatic vehicles are directed by a sophisticated traffic control system that monitors the location of all of the vehicles in real time. Automatic tuggers and carts navigate by following a magnetic tape path that is embedded in the floor. This prevents the tape from being damaged by lift trucks pushing pallets at floor level.
RFID tags programmed with location coordinates are also embedded in the floor. Meanwhile, each vehicle is equipped with an RFID reader. This allows the traffic control system to monitor the location of every vehicle in the facility in real time: When one of the vehicles passes over an RFID tag, the signal is read by the reader and the location of that vehicle is broadcast to the traffic control system.
That allows the system to prevent accidents. For instance, if two vehicles come to an intersection at the same time, both will come to a stop. The system will then give one of the vehicles the right of way to proceed through the intersection.
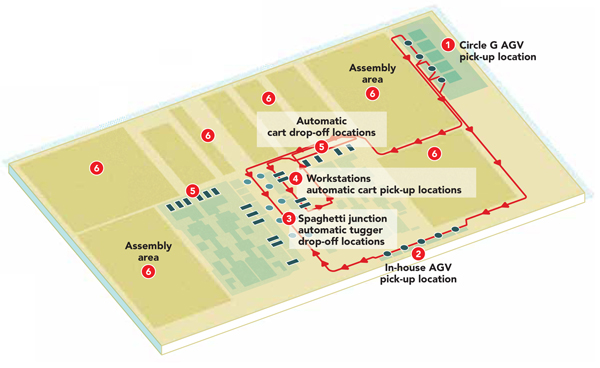
To initiate a production process involving the automatic tuggers, a team member pushes a start button at a workstation. That signals the traffic control system to deploy an AGT to either the Circle G AGV Pick-Up location (1) where raw components are stored or to an In-House AGV Pick-Up location (2) where stamping parts produced in the plant are stored. The tugger pulls a string of empty carts that will carry the payload.
Once the AGT arrives at one of the two pick-up locations, totes are loaded onto dollies and the dollies are loaded onto the empty cart. When that process is complete, a team member releases the AGT.
The automatic tugger then delivers the cart to an Automatic Tugger Drop-Off location in an area referred to as Spaghetti Junction (3). This area is located just less than 600 meters from the Circle G area. In fact, two automatic tuggers and dolly sets will arrive at a staging point just behind a drop-off location.
The parts feed robot processes in workstations (4) located on either side of Spaghetti Junction. Once the team member is ready for parts, one of the tuggers will advance into position for the team member to unload the totes from the dolly and begin the production process using those parts. When all of the parts on the dolly have been unloaded, the tugger returns to the Circle G picking area (1) or the In-House Pick-Up location (2) to pick up its next payload.
Once a subassembly is completed at a workstation (4), the automatic guided cart comes into play. Completed assemblies are loaded by hand or by a robot into a flow rack. The rack, in turn, is picked up by an AGC. The automatic guided cart will deliver it to the next workstation (5) in the process, where it will be installed into the body of a vehicle.
Other assembly processes take place in work areas located in that part of the plant (6).
System suppliers
System integrator: Industrial Concepts
Automatic tuggers: Toyota Material Handling U.S.A.
Conversion kit for tuggers: AutoGuide Systems
Automatic guided carts: Creform
Automatic guided vehicles: Shintec Hozumi
Industrial carts: Developed in-house by Toyota Motor Manufacturing, Kentucky

Article Topics
Latest in Logistics
LM Podcast Series: Assessing the freight transportation and logistics markets with Tom Nightingale, AFS Logistics Investor expectations continue to influence supply chain decision-making The Next Big Steps in Supply Chain Digitalization Under-21 driver pilot program a bust with fleets as FMCSA seeks changes Diesel back over $4 a gallon; Mideast tensions, other worries cited Four U.S. railroads file challenges against FRA’s two-person crew mandate, says report XPO opens up three new services acquired through auction of Yellow’s properties and assets More LogisticsAbout the Author
Subscribe to Logistics Management Magazine

Find out what the world's most innovative companies are doing to improve productivity in their plants and distribution centers.
Start your FREE subscription today.
April 2023 Logistics Management

Latest Resources