Eagle Rock: Automation with a purpose
Layer picking lift trucks and motor-driven roller conveyor power Eagle Rock’s new order fulfillment system.
Latest Logistics News
LM Podcast Series: Assessing the freight transportation and logistics markets with Tom Nightingale, AFS Logistics Investor expectations continue to influence supply chain decision-making Under-21 driver pilot program a bust with fleets as FMCSA seeks changes Diesel back over $4 a gallon; Mideast tensions, other worries cited Four U.S. railroads file challenges against FRA’s two-person crew mandate, says report More NewsEagle Rock Distributing Co.
Stone Mountain, Ga.
Size: 75,000 square feet plus 23,000 square feet of reserve storage
Products: 57 different brands of beer, wine and spirits
Stock keeping units: 1,175
Throughput: 5.7 to 5.8 million cases per year
Warehouse employees: 25
Shifts per day/days per week: Morning shift, 6 days a week for receiving and putaway; evening shift, 5 days a week for picking and shipping
Read Eagle Rock’s story of how they decided to automate.
Eagle Rock’s order fulfillment system was designed to automate manual processes that could be cost-justified through the more efficient use of space and labor.
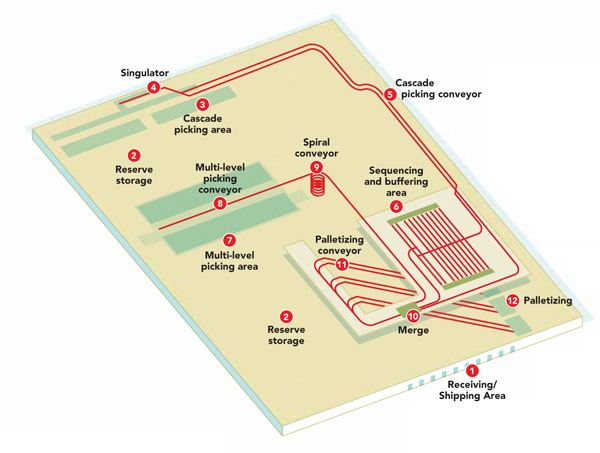
Receiving: Eagle Rock receives truckloads of beer in the receiving and shipping area (1) from the breweries it serves. Pallets are unloaded with a double-pallet handling forklift to a drop-off location in the climate-controlled warehouse.
Putaway: Pallets are not bar code labeled. Instead, the warehouse is divided up into reserve storage areas (2) on the floor designated for specific brands and products. Once a lift truck driver puts a pallet away into a reserve storage location (2), the inventory is manually entered into a mobile computer, which updates the inventory management system. That product is now available to fill orders. The facility features pallet rack storage in a non-climate controlled portion of the warehouse (not shown) for products that aren’t temperature sensitive.
Picking: There are two picking processes at Eagle Rock: layer quantity picking and less-than layer quantity picking.
Layer quantity picking: The fastest-moving high volume items are picked from floor-level storage locations in the Cascade picking area (3). The work area is named after the layer-picking attachment that enables lift trucks to pick a layer of product at a time. The layer is deposited on an unscrambler and singulator (4). This devices unscrambles a layer of cases into a single file that is then conveyed (5) one case at a time to a sequencing and buffering area (6) located on a mezzanine above the floor. There, product is staged for delivery in sequence to a palletizing area (12) on the floor level. If an order does not use all of the cases in the layer, the remaining cases are temporarily stored in the buffering area until the next order.
Less-than layer quantity picking: Slow- and medium-moving cases that are generally ordered in less-than-layer quantities are picked from a multi-level picking area (7). The second and third levels have two-deep pallet positions for medium-moving items. The floor level has traditional carton flow rack for the slowest-moving items. Picking instructions are transmitted to mobile wrist computers worn by order selectors in the three-level mezzanine. The order selectors pick from a pallet rack to a conveyor (8) serving that area. The cases travel to the end of the mezzanine where they are transported by a spiral conveyor (9) up to the sequencing and buffering area (6). Once they reach the sequencing and buffering area, the warehouse management system (WMS) sequences the delivery of cases in the order they will be palletized. A three-lane merge (10) inducts the cases onto one of six lanes of palletizing conveyor (11) that delivers them to a palletizing area (12) on the floor level.
Packing/shipping: Cases are manually palletized (12) or stacked on a customer cart near the receiving and shipping area (1). Carts hold up to 25 cases of bottles and up to 50 cases of cans. Once a pallet or cart is complete, it is taken by a walkie rider or pallet truck to the receiving and shipping area (1), where it is staged, stretch wrapped and loaded in the reverse order of how pallets or carts will be removed from the truck on a delivery route.

Article Topics
Latest in Logistics
LM Podcast Series: Assessing the freight transportation and logistics markets with Tom Nightingale, AFS Logistics Investor expectations continue to influence supply chain decision-making The Next Big Steps in Supply Chain Digitalization Under-21 driver pilot program a bust with fleets as FMCSA seeks changes Diesel back over $4 a gallon; Mideast tensions, other worries cited Four U.S. railroads file challenges against FRA’s two-person crew mandate, says report XPO opens up three new services acquired through auction of Yellow’s properties and assets More LogisticsAbout the Author
Subscribe to Logistics Management Magazine

Find out what the world's most innovative companies are doing to improve productivity in their plants and distribution centers.
Start your FREE subscription today.
April 2023 Logistics Management

Latest Resources