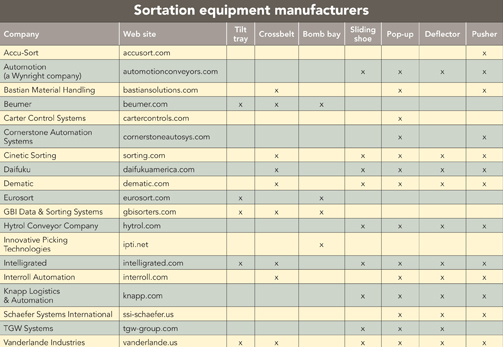
Equipment 101: Sortation equipment
From simple pushers to sophisticated crossbelt sorters, automated sortation systems reduce labor and increase efficiency and throughput in today’s warehouses and distribution centers.
Latest Logistics News
USPS cites continued progress in fiscal second quarter earnings despite recording another net loss U.S. rail carload and intermodal volumes are mixed, for week ending May 4, reports AAR New Ryder analysis takes a close look at obstacles in converting to electric vehicles Norfolk Southern shareholders sign off on 10 board of directors nominees Inflation and economic worries are among top supply chain concerns for SMBs More NewsThere are many ways to automatically sort products as they move through warehouses and distribution centers. Sortation solutions range from basic pushers and diverters that sort fewer than 30 cartons per minute to sophisticated high-speed sorters that handle as many as 450 items per minute. The right sortation solution depends on the product you’re moving and your need for speed.
Sortation systems automatically sort products as they move through a facility. They reduce the manual labor needed to prepare for palletizing, packing, shipping and other industrial operations. In addition, sortation systems can increase efficiency and provide more accurate fill rates, lower return rates and operating costs. All of these benefits add up to lower prices and faster delivery to the consumer.
So, which sortation solution is right for you? “Not all sortation technology is ideal for all types of items,” explains Tim Kraus, product manager for Intelligrated. Among the factors to consider, says Kraus, are the types of items to be sorted, the packaging, item diversity and predictability. Most sortation systems can handle a variety of product, but aspects such as size, weight, balance or shape of product may rule out certain sortation technologies, adds Kraus.
Here’s a look at some of the most common types of sortation systems.
Slow-speed sortation
Not every facility needs to move product at vision-blurring rates. In many cases, slow-speed sortation is enough to meet the requirements.
Slow-speed sortation systems, the slowest and least expensive sorters, work in conjunction with standard belt or roller conveyor lines. These sorters typically handle fewer than 30 cartons or totes per minute.
One example of a slow-speed sorter is a deflector arm. In this design, an arm or paddle sits alongside a conveyor line, opposite a divert point. As a carton approaches, the arm swings out across the conveyor, catching the carton and channeling it off at an angle.
A generous amount of space is needed between cartons to avoid traffic jams behind a deflector arm sorter. These deflectors can be used in a “slug mode” with the arm staying in place to divert a string of cartons down the same divert point.
Another example of a slow-speed sorter is a pusher. A pusher is mounted at the side of a conveyor line, directly across from a divert point. When a product reaches the divert point, the pusher springs out across the conveyor, pushing the product off at a right angle.
Pushers are faster than deflector arms because they don’t require as much space between cartons. But fast pushers can pack too much of a punch, so they are not recommended for cartons with fragile contents.
Medium-speed sortation
Medium-speed sortation handles about 30 to 200 items per minute. There are a number of styles of sorters available for sorting cartons or totes at these moderate speeds. Among the most popular are pop-up sorters. These linear sorters usually move products down the line on belt conveyor. When the product reaches its divert location, wheels or rollers pop up under the product, lift it slightly above the conveyor surface, and power it off the conveyor, usually at a 30 to 45 degree angle.
A common style of pop-up wheel sorter uses a wide conveyor belt that ends at a divert point and begins again right after the divert point, creating a gap in the conveyor. The gap is filled with several rollers that extend the width of the conveyor. Between those rollers are powered, angled wheels that sit below the level of the conveyor.
When a carton reaches the gap in the conveyor, one of two things happen:
1. The angled wheels remain in place and the carton continues moving forward—across the rollers and onto the next section or conveyor, or
2. The angled wheels rise up under the product, lifting it slightly off the conveyor. The wheels then rotate, diverting the carton off the line.
An alternate style of pop-up sorter uses multiple narrow conveyor belts instead of one wide belt. At each divert point, angled wheels are positioned in the gaps between narrow belts.
These wheels sit below the level of the conveyor until they’re needed to divert a carton. When a product reaches the divert point, the angled wheels rise up under the product and divert it.
Pop-up style sorters work best for sorting cartons or other items with firm, flat bottoms. Other items, like poly bags, that have inconsistent surfaces are better handled with sliding shoe sorters. Sliding shoe sorters are more expensive, but they are a better choice for fragile items and can be run at slower speeds if high throughput isn’t necessary.
High-speed sortation
When speed is of the essence, high-speed sorters can divert about 150 to 450 items or cartons per minute, or up to 27,000 cartons per hour. Products can be inducted to the sorter manually or automatically using induction conveyor.
When it comes to induction, the faster you go, the more exact you have to be with product placement onto the sorter, explains Kevin Thuet, director of systems development for TGW Systems. “If you don’t place that box exactly—or push that load exactly—it will spin and you could have an error and you won’t realize the desired rates.”
Higher speed means a higher level of technology and sophistication, but speed, without consideration of other factors such as gapping, gentle handling and accuracy, can actually be an inefficient use of the technology, says Intelligrated’s Kraus.
There are four common types of high-speed sorters. Tilt-tray, crossbelt and bomb bay sorters are typically used to sort individual items to workstations such as packing stations or returns processing stations. The fourth type of high-speed sorter, a sliding shoe sorter, usually handles larger cartons and totes.
Item sortation
Tilt tray, crossbelt and bomb bay sorters operate under similar principles, and each type of sorter has the same foundation: a looped track with individual carriages riding on the track.
In a tilt tray sorter, each carriage holds a wooden or plastic tray. Items arrive at the sorter and are released one at a time onto the trays. An item moves around the track until it reaches its intended divert location. Its tray then tilts to one side and gravity pulls the item off the tray. Items usually slide onto a chute or onto a takeaway conveyor positioned at the side of the sorter. The tray then rights itself and is ready to accept another item for sorting.
A crossbelt sorter works on the same basic principle, except instead of a tray, each carriage in the systems holds a 2- to 3-foot cell of belt conveyor powered by a small motor. When an item reaches the divert location, the motor moves the conveyor, discharging the item sideways off the sorter into a chute or onto a takeaway conveyor.
In a bomb bay sorter, each carriage on the track holds a flat tray that has a split down the middle. When an item reaches its intended location, the two sides of the tray swing down and apart, dropping the item into a chute or container positioned directly below the sorter.
Bomb bay sorters are generally less expensive than tilt tray or crossbelt sorters, but they also have the lowest throughout. And while tilt tray and crossbelt sorters can accommodate long items by allowing one item to span across two trays or two belts, bomb bay sorters are limited to small items. And, the items have to be able to tolerate the drop without being damaged.
Additionally, bomb bay sorters have unique benefits when there are space constraints in a facility. These sortation systems can fit into very narrow spaces because sort locations are positioned directly under the sorter track.
“We’re seeing more and more bomb bay sorters in use,” says Mike Hahn, vice president of Knapp Logistics & Automation. “In certain applications they are very good performers. In terms of cost, they provide a good value to customers. In terms of space, this type of equipment is very good because the chutes are underneath not on the side. Bomb bay sorters are very space efficient when limited space is available.”
While crossbelt sorters are the most expensive of these high-speed options, they also offer the most product control because they use their own power to divert products rather than relying on gravity. This means the sorter can go faster and the divert locations can be placed closer together.
A tilt tray sorter requires more space between divert locations than a crossbelt sorter, but it also has fewer moving parts, making it less expensive and easier to maintain.
Carton sortation
Sorting cartons at high speeds usually requires a sliding shoe sorter. Instead of being configured in a loop, a sliding shoe sorter is linear: products enter at the beginning of the line and are diverted before they reach the end of the line.
The bed of a sliding shoe sorter is essentially a length of metal slat conveyor with a small rubber clock (called a shoe) mounted on each slat. In most designs, the shoes line up along the side of the conveyor opposite the divert locations. The conveyor carries a carton along the line, and when the carton reaches its divert location, several shoes are activated. The shoes slide across the slats and push the carton off the side off the sorter, usually at a slight angle.
“The number of shoes activated depends on the size of the item being transferred,” says Joe O’Connor, director of marketing for Automotion, a Wynright company. The rule of thumb, says O’Connor, is for the whole carton to be impacted by the shoes, with a shoe out front and a shoe behind, sometimes even two out front and behind, to prevent the product from spinning. The idea is as the shoe slides across the conveyor, it’s guiding the carton and changing its orientation at the same time.
An alternate design places shoes down the center of the conveyor and pushes cartons in either direction.
A sliding shoe sorter usually sorts 200 to 300 cartons per minute, depending on the characteristics of the product and on how closely the induction system spaces the cartons.
System controls
A key component of most sortation systems is a fixed-position bar code scanner. The scanner identifies each carton or item on the conveyor and sends that information to the sortation system controls. The controls have been pre-programmed with the destination of each product and can activate the sortation mechanism when the product arrives at its designated divert point.
The smaller the item, the more scanners or sensors you need to ensure the item is seen, explains Mark Wolkenfeld, vice president of GBI Data & Sorting Systems. This is also the case with items like polybags because a sensor can go right through it, he adds.
Sensors and scanners can go a step further, says Wolkenfeld. If the product being sorted is particularly valuable, or if there’s a question about product movement, sensors can even be put in the chutes themselves to confirm that the item was accurately diverted.
As systems have been pushed to continually increase rates, sortation system suppliers have worked to increase throughput without increasing machine speed, explains Intellgrated’s Kraus. This makes the machine control system much more critical on sliding shoe and pop-up wheel sorting technologies, and it reduces wear, energy usage and noise while extending equipment life.


Article Topics
Latest in Logistics
Key benefits of being an Amazon Business customer with Business Prime USPS cites continued progress in fiscal second quarter earnings despite recording another net loss U.S. rail carload and intermodal volumes are mixed, for week ending May 4, reports AAR New Ryder analysis takes a close look at obstacles in converting to electric vehicles Norfolk Southern shareholders sign off on 10 board of directors nominees Between a Rock and a Hard Place Inflation and economic worries are among top supply chain concerns for SMBs More LogisticsAbout the Author
Subscribe to Logistics Management Magazine

Find out what the world's most innovative companies are doing to improve productivity in their plants and distribution centers.
Start your FREE subscription today.
May 2024 Logistics Management

Latest Resources